您好,欢迎来到918博天堂!
86-21-64298707/13651682563
|
登录
|
注册
|
帮助中心
0
购物车
我们的产品
电缸
旋转型
夹爪型
电缸配件
滑块型
RCP6滑台-直连系列
推杆型
洁净室专用型
防水防尘专用
平台型
国货精品
伺服压机
变压器
其他国货精品
机械标准件
轴承
丝杠
凸轮导向器
工业控制
变频器
传感器
工业控制其他
PLC
触摸屏
工业机器人
6轴机器人
快换夹具
机器人附件
直角坐标机器人
4轴SCARA
马达电机
伺服马达
其他马达
步进马达
网站首页
产品展示
品牌查询
行业解决方案
下载中心
行业资讯
关于我们
联系我们
推荐产品
优惠推荐
每周特价
新品上市
DMFE170-300RE DD马达
询价
DMFE170-045FE DD马达
询价
机器人第7轴/机器人地轨
询价
LM40直线轴承
¥
140
CFH30-21-AB滚针凸轮导向器
¥
328
RCP5CR-SA7C 防尘防滴规格电缸
询价
RCP5-RA6R电缸
询价
RCON自由组合多轴现场网络控制器
询价
爱普生LS6 SCARA机器人
询价
机器人第7轴/机器人地轨
询价
LM40直线轴承
¥
140
CFH30-21-AB滚针凸轮导向器
¥
328
RCS2-RTC10L
询价
RCA2-SD4NA 电缸
询价
电子变压器
¥
1200
伺服压机
询价
QKM李群 AH10 SCARA
询价
QKM李群 AH6 SCARA
询价
QKM李群 AH3 SCARA
询价
爱普生C3紧凑型6轴机器人
询价
机器人第7轴/机器人地轨
询价
RCP5CR-SA7C 防尘防滴规格电缸
询价
RCP5-RA6R电缸
询价
RCON自由组合多轴现场网络控制器
询价
电缸
RCP5CR-SA7C 防尘防滴规格电缸
询价
RCP5-RA6R电缸
询价
RCON自由组合多轴现场网络控制器
询价
RCP6-GRST7R 长行程夹爪
询价
GTH4内崁式螺杆滑台模组
询价
RCS2-RTC10L
询价
RCA2-SD4NA 电缸
询价
EC-S7电缸
询价
查看更多 >>
国货精品
压力监控仪
询价
电子变压器
¥
1200
伺服压机
询价
查看更多 >>
机械标准件
LM40直线轴承
¥
140
CFH30-21-AB滚针凸轮导向器
¥
328
查看更多 >>
工业控制
查看更多 >>
行业解决方案
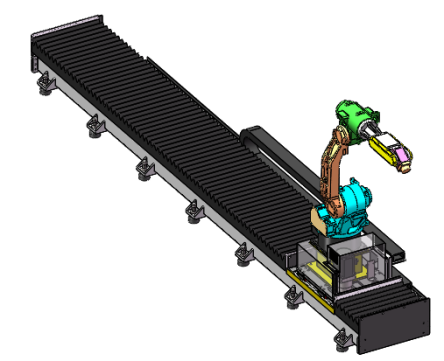
全智能上下料设备
EC电缸应用案例
旋转夹取一体化智能高效电动夹爪
OKM李群高效夹爪 为全球制造企业提供卓越的机器人产品和服务
行业资讯
帮智造公告
More
帮智造平台供应商合作计划
2020-02-20
关于新版网站上线试运营的通知
2020-02-18
关于疫情期间公司开展业务的通知
2020-02-18
关于2020年复工的通知
2020-02-09
行业资讯
More
碳达峰和碳中和
2022-04-25
工业强国:国内标准件的发展之路..
2022-04-22
我国制造业增加值连续11年位居世..
2021-09-22
中国工业互联网2020年增速11.28%..
2021-09-07
工业机器人拓斯达自主品牌空间广..
2021-06-07
行业知识
More
【ABB】ABB机器人调试的一般步骤..
2020-07-23
为机器人装上“眼睛”,机器视觉..
2020-07-23
工业机器人编码器的分类和应用解..
2020-07-15
“庞伯特”乒乓球机器人已正式上..
2020-07-15
旷视:人工智能与物联网——变革..
2020-06-19
1F
推荐产品
2F
电缸
3F
国货精品
4F
丝杠、导轨等
5F
6F
解决方案
7F
行业资讯
关于我们
企业简介
企业文化
合作品牌
行业解决方案
全智能上下料设备
EC电缸应用案例
旋转夹取一体化智能高效电动夹爪
OKM李群高效夹爪 为全球制造企业提供卓越的机器人产品和服务
行业资讯
帮智造公告
行业资讯
行业知识
帮助中心
常见问题
询价流程
联系我们
全国免费咨询热线
86-21-64298707
86-21-54942139
扫描手机访问:
微信公众号:
Copyright 1998- 2016 © 上海918博天堂科技有限公司 All rights reserved. 沪ICP备14012058号-1
沪ICP备14012058号-2
提供:伺服压机.电子变压器.DD马达.机械手.桌面机器人.坐标机器人.四轴机器人.压力监控仪.激光测量传感器.THK丝杆/导轨.BOM清单式采购.MRO供应链专家.
技术支持:网至普网站建设
帮助中心
会员中心
在线客服
友情链接:


























 帮助中心
帮助中心 会员中心
会员中心 在线客服
在线客服